滄州恒運管道裝備制造有限公司:專(zhuān)業(yè)生產(chǎn)國標涂塑鋼管,給水涂塑鋼管,大口徑涂塑鋼管,歡迎咨詢(xún).
- 聯(lián)系我們
- 關(guān)注微信

滄州恒運管道裝備制造有限公司:專(zhuān)業(yè)生產(chǎn)國標涂塑鋼管,給水涂塑鋼管,大口徑涂塑鋼管,歡迎咨詢(xún).

全國免費咨詢(xún)熱線(xiàn)
15226607333
免費咨詢(xún)熱線(xiàn)
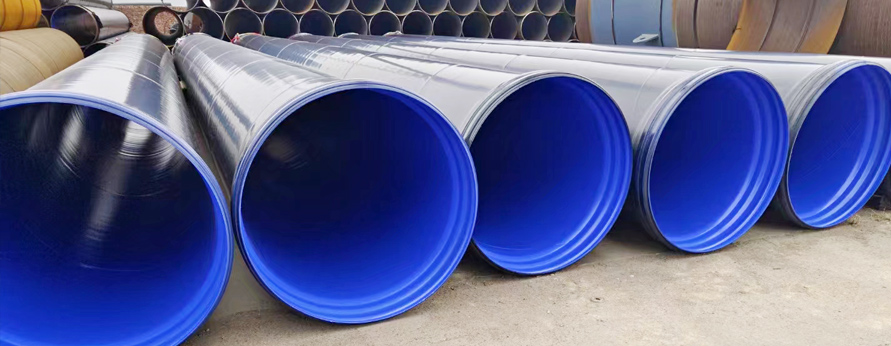
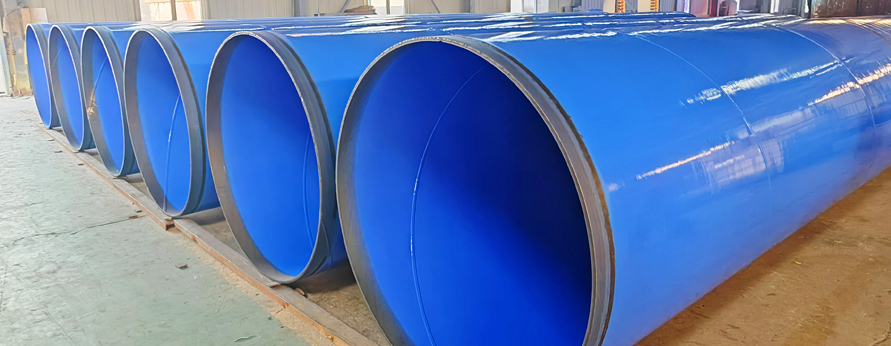
15226607333礦用涂塑鋼管加工工藝:

1.鋼管表面處理:
鋼管設備對鋼管內外表面進(jìn)行拋丸處理,處理后符合要求GB8923-1998標準中的Sa2.5要求。
拋丸后,吹掃真空吸附設備,達到A級清潔度,去除灰塵和油污。
檢查表面預處理的質(zhì)量、清潔度和固定深度,塑料只格后才能使用塑料。
2.預熱管:
將拋丸除銹管加熱到過(guò)程所需的溫度范圍(200°-220°),并且需要均勻加熱,二次加熱損壞涂層。
3.管道內外塑料涂層:
噴涂管道內壁的常用工具是壓縮空氣噴槍?zhuān)糜趪娡款A熱管道內壁和外壁。涂層厚度取決于噴槍的噴涂量和線(xiàn)速。涂層厚度一般為150μm?600μm。
4.固化冷卻:
冷卻固化的涂塑鋼管,放入堆場(chǎng)檢查。
5.檢查包裝:
檢查脫機的涂塑鋼管,檢驗方法主要包括:檢查外觀(guān)是否光滑無(wú)毛刺,使用儀器工具檢查涂層厚度,測試管道的附著(zhù)力,耐腐蝕性,密度和其他參數。同時(shí),難以自動(dòng)噴涂的管壁用手動(dòng)噴槍重新噴涂,標記合格的產(chǎn)品。
6.包裝和運輸:
運輸包裝涂層復合管時(shí),應避免劇烈沖擊、拋擲和陽(yáng)光照射。嚴禁用鋒利的硬物拖動(dòng)和劃傷。裝卸時(shí)應使用尼龍帶,小口徑塑料涂層鋼管應包裝,防止塑料涂層鋼管在運輸過(guò)程中滑動(dòng)。
Copyright © 2022 滄州恒運管道裝備制造有限公司 版權所有 備案號:冀ICP備14008042號-69