滄州恒運管道裝備制造有限公司:專(zhuān)業(yè)生產(chǎn)國標涂塑鋼管,給水涂塑鋼管,大口徑涂塑鋼管,歡迎咨詢(xún).
- 聯(lián)系我們
- 關(guān)注微信

滄州恒運管道裝備制造有限公司:專(zhuān)業(yè)生產(chǎn)國標涂塑鋼管,給水涂塑鋼管,大口徑涂塑鋼管,歡迎咨詢(xún).

全國免費咨詢(xún)熱線(xiàn)
15226607333
免費咨詢(xún)熱線(xiàn)
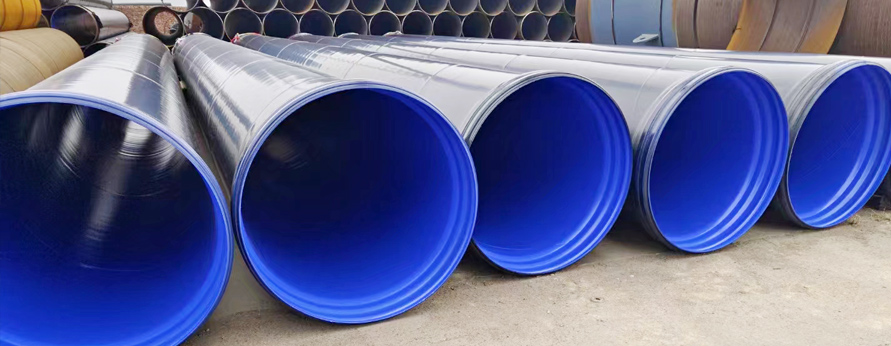
15226607333大口徑給水涂塑鋼管涂裝工藝:
因為PE粉末涂料,鋼管預熱溫度高達300℃。而EP粉末涂裝,鋼管預熱溫度在200℃。固化溫度,EP和PE粉末都在200℃。當然,根據粉末調質(zhì)的不同,鋼管的預熱溫度略有變化。
PE粉末在固化過(guò)程中發(fā)生物理變化,可反復加熱熔化固化。EP固化過(guò)程中粉末發(fā)生化學(xué)變化,固化后不可逆,無(wú)法修復。
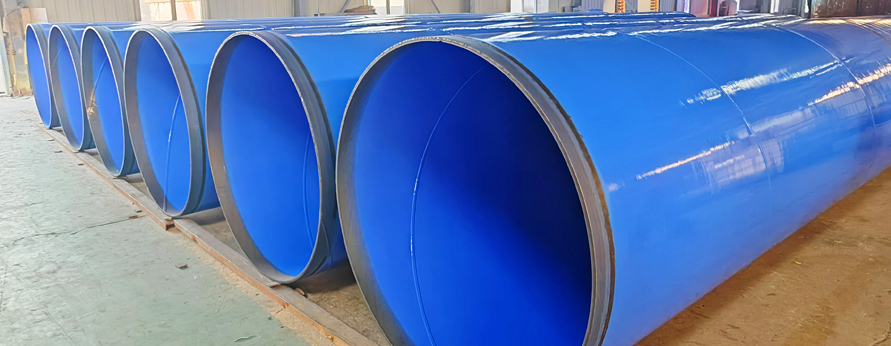
大口徑給水涂塑鋼管PE在中間,由于溫度很高,只能同時(shí)涂在內外。因此,生產(chǎn)線(xiàn)在預熱爐和干燥爐、內扣粉系統、內推拉桿噴涂系統和流化床中設置內外涂層機構。PE粉末。各種內涂方法可根據客戶(hù)的各種要求靈活選擇。

生產(chǎn)線(xiàn)平面干燥爐與橋式固化爐外涂鋼管。平面干燥爐與橋式固化爐之間設置連接裝置,為頂升平移裝置,使鋼管從平面干燥爐連接到鋼管外涂層。
大口徑給水涂塑鋼管涂裝方法DN15—DN300采用鋼管旋轉,兩端夾緊旋轉座,靜電噴粉槍沿鋼管縱向平移,噴粉作業(yè),完成鋼管外涂工藝。
大口徑鋼管DN15——DN500直徑為鋼管不旋轉,外噴粉箱采用靜電噴粉槍?zhuān)鶑蛿[動(dòng),沿鋼管縱向行走,完成噴粉作業(yè)。
小口徑鋼管DN15——DN100管口略人工噴粉,固化后管口外觀(guān)質(zhì)量可滿(mǎn)足要求。
大口徑給水涂塑鋼管DN100——DN500如果夾緊座夾緊鋼管旋轉,管口必然形成粉末旋轉裝置,固化后的管口質(zhì)量不美觀(guān)。因此,應采用鋼管不旋轉、噴槍擺動(dòng)、縱向行走和噴涂的方式。由于鋼管直接懸掛在橋式固化爐上,鋼管出口無(wú)夾緊座,噴涂后直接進(jìn)入固化爐。固化后,管口外觀(guān)美觀(guān)。20年前,由于噴槍擺動(dòng)問(wèn)題和鋼管外粉均勻性問(wèn)題無(wú)法解決,取消了鋼管不旋轉的直接噴涂方式。近10年來(lái),我國大部分鋼管外涂模式都是鋼管采用夾緊座旋轉,靜電噴粉槍沿鋼管縱向行走和噴涂模式。這種方法仍然難以解決塑料鋼管出口的質(zhì)量問(wèn)題。由于噴槍擺動(dòng)機構的存在,鋼管外涂層的均勻性得到了提高。鋼管與噴槍的相對位置有旋轉和縱向行走動(dòng)作,使鋼管均勻。
Copyright © 2022 滄州恒運管道裝備制造有限公司 版權所有 備案號:冀ICP備14008042號-69