滄州恒運管道裝備制造有限公司:專(zhuān)業(yè)生產(chǎn)國標涂塑鋼管,給水涂塑鋼管,大口徑涂塑鋼管,歡迎咨詢(xún).
- 聯(lián)系我們
- 關(guān)注微信

滄州恒運管道裝備制造有限公司:專(zhuān)業(yè)生產(chǎn)國標涂塑鋼管,給水涂塑鋼管,大口徑涂塑鋼管,歡迎咨詢(xún).

全國免費咨詢(xún)熱線(xiàn)
15226607333
免費咨詢(xún)熱線(xiàn)
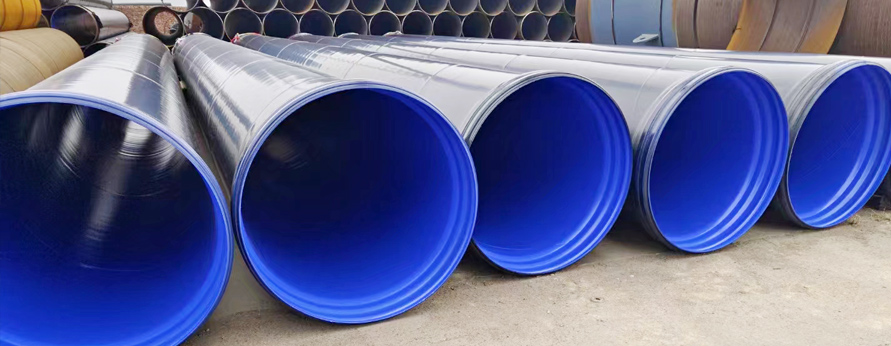
15226607333涂塑鋼管環(huán)縫焊接技術(shù)經(jīng)歷了幾次重大創(chuàng )新。20世紀70年代,選擇傳統焊接方法,采用低氫型焊條向上焊接技術(shù);20世紀80年代,采用技術(shù)電弧焊向下焊接技術(shù),采用纖維素焊條和低氫型焊條向下焊接技術(shù);20世紀90年代,采用自保護藥芯焊絲半主動(dòng)焊接技術(shù),如今全面實(shí)施主動(dòng)焊接技術(shù)工藝焊接主要包括纖維素焊條向下焊接和低氫焊條向下焊接在涂塑鋼管的主動(dòng)焊接中,有一臺前蘇聯(lián)開(kāi)發(fā)的管道閃光對焊機,它在前蘇聯(lián)焊接了數萬(wàn)公里的大直徑涂塑鋼管。

其突出特點(diǎn)是效率高,對環(huán)境適應性強。技術(shù)電弧焊包括使用纖維素焊條和低氫焊條。技術(shù)電弧焊仰焊技術(shù)是我國過(guò)去在塑料涂層鋼管施工中使用的主要焊接方法。其特點(diǎn)是噴嘴組之間的間隙較大,選擇停弧操作方式完成焊接過(guò)程,每層焊接層厚度較大。
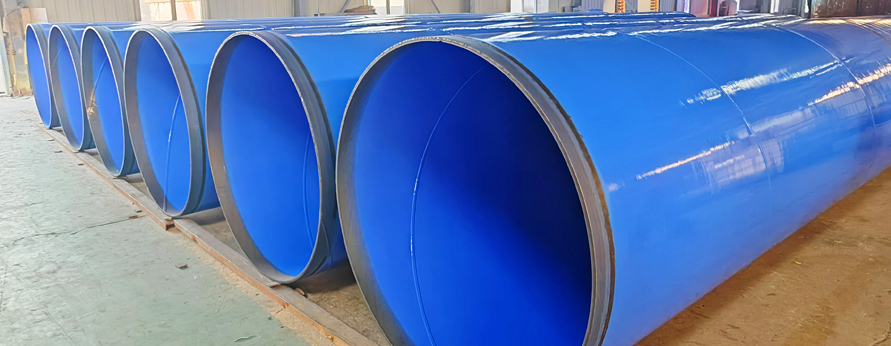
焊接效率低工藝電弧焊下向焊是20世紀80年代從國外引進(jìn)的一種焊接技術(shù),其特點(diǎn)是噴嘴組間間隙小,焊接過(guò)程中電流大,多層快速焊接操作方法完成,適合流水作業(yè),焊接效率高。隨著(zhù)大直徑厚壁涂塑鋼管強度等級、直徑和壁厚的增加,主動(dòng)焊接技術(shù)逐漸應用于管道建設中。
管道主動(dòng)焊接具有焊接效率高、勞動(dòng)強度低、焊接過(guò)程中受人為因素影響小等優(yōu)點(diǎn),在大直徑厚壁管道的建設和使用中具有巨大的潛力。涂塑鋼管是將低碳結構鋼或低合金結構鋼按一定螺旋角(也稱(chēng)成型角)軋制成管坯,然后焊接管縫而成。它可以生產(chǎn)窄鋼帶的大直徑鋼管。涂塑鋼管主要是螺旋埋弧焊管(SSAW),在我國各種燃氣管道建設中廣泛使用。
Copyright © 2022 滄州恒運管道裝備制造有限公司 版權所有 備案號:冀ICP備14008042號-69